
優(yōu)化剪切與定尺測(cè)長(zhǎng)技術(shù)

優(yōu)化剪切系統(tǒng)包括下面三部分:
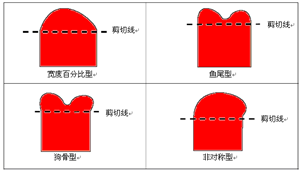
1)頭尾掃描成像系統(tǒng)
2)鋼坯位置跟蹤系統(tǒng)
3)剪切控制系統(tǒng)
xxxxxxx
優(yōu)化剪切系統(tǒng)是由北京冶自歐博科技發(fā)展有限公司的ABLY-III紅外測(cè)寬儀、DELTA掃描式熱金屬探測(cè)器和Polytec公司的LSV激光表面測(cè)速儀構(gòu)成的,各部件通過與現(xiàn)場(chǎng)信號(hào)配合實(shí)現(xiàn)對(duì)熱軋帶鋼中間坯剪切的優(yōu)化控制,提高成品質(zhì)量,延長(zhǎng)飛剪剪刃的使用壽命,同時(shí)也可能減少頭尾的切損,提高成材率。因此優(yōu)化剪切系統(tǒng)對(duì)現(xiàn)代化的熱軋工藝非常重要。
在軋鋼廠中,往往用切損率(CYL)來反應(yīng)帶鋼的切損和氧化損耗。在使用定長(zhǎng)剪切的系統(tǒng)中,通常切損率在0.75%到0.8%之間。當(dāng)然,CYL同時(shí)也受實(shí)際軋制鋼種的影響,還受到粗軋機(jī)的寬度變化以及立輥的投用與否的影響。通常情況下,使用閉環(huán)的優(yōu)化剪切系統(tǒng),其CYL可以減少約0.5%左右。

飛剪控制方式有優(yōu)化剪切和操作員設(shè)定剪切兩種方式。當(dāng)飛剪運(yùn)行在操作員設(shè)定工作方式時(shí),中間坯頭尾剪切長(zhǎng)度將由操作工設(shè)定;當(dāng)飛剪運(yùn)行在優(yōu)化剪切工作方式時(shí),其頭尾剪切長(zhǎng)度將由儀表自動(dòng)給定。關(guān)于飛剪區(qū)域傳感器布置和信號(hào)接口關(guān)系待基本設(shè)計(jì)審查時(shí)確定。
飛剪控制主要包括軋件測(cè)速、頭尾位置檢測(cè)和飛剪的啟停控制。軋件測(cè)速一般采用接觸式測(cè)量輥直接測(cè)出軋件的實(shí)際線速度。安裝POLYTEC優(yōu)化剪切檢測(cè)裝置后,利用高精度激光測(cè)速儀來進(jìn)行軋件測(cè)速。當(dāng)優(yōu)化剪切系統(tǒng)出現(xiàn)故障時(shí),可由操作工選擇夾送輥測(cè)量中間坯頭部速度和除鱗箱夾送輥測(cè)量中間坯尾部速度。
軋件頭尾位置的檢測(cè)采用熱金屬檢測(cè)器。飛剪的啟動(dòng)時(shí)刻依據(jù)軋件的線速度和頭尾的位置計(jì)算產(chǎn)生。減速定位起始點(diǎn)由剪刃的位置檢測(cè)信號(hào)來確定。
在軋件進(jìn)入剪切區(qū)后,實(shí)時(shí)連續(xù)檢測(cè)軋件的線速度和軋件頭尾的實(shí)際位置,依據(jù)剪刃在不同位置的不同計(jì)算模型實(shí)時(shí)控制飛剪剪刃的速度和位置,做到整個(gè)剪切過程的全閉環(huán)控制。可以達(dá)到很高的精度,并保障飛剪運(yùn)行的穩(wěn)定性。并預(yù)留優(yōu)化剪切的接口。

